浙江创业钢带
---罩式炉计算机群控系统
用户名称:浙江创业钢带有限公司
项目地址:中国浙江武义县
浙江创业钢带有限公司是一家生产各种优质冷轧带钢及冷轧卷板\冷轧硬卷的企业具有年生产50#、65mn、SPCC、Q195等(0.05-3.0)*(10-300)*C的钢带20000吨的生产能力及(0.10-2.75)*(1000-1350)*C的各种冷轧薄钢板10万吨的生产能力.本公司具有液压AGC六辊轧机等先进的自动化控制设备数十台,拥有1450 20辊冷轧机组,100吨光亮罩式退火炉数套/连续酸洗机组/纵剪机组/横切机组等先进的冷轧钢卷/板生产设备.可为各用户提供各种优秀的最薄为0.07(mm)最宽为1350(mm)冷轧带钢.冷轧卷板产品。
一、系统方案概述
1、基本技术要求
电炉名称:罩式炉
数 量:6套
额定功率:700KW
加 热 区:3区
控温方式:程序控温
最高温度:800度
热电偶分度号:K
2、系统概况
该系统采用上、下位机两级控制,一台上位机带6台下位机(即电炉控制柜)。上位机集中监控管理,下位机分别控制每台电炉,组成集散式(DCS)控制系统。
上位机采用工业控制计算机,主要负责各台电炉炉温、运行时间等工艺参数集中显示;工艺编辑;历史曲线、数据记录、
报警记录、生产报表打印等功能.
下位机即电炉控制柜,以日本SHINKO智能PID调节器和晶闸管为主要部件,主要负责电炉温度等信号的采集与控制,通过晶闸管功率调整装置控制电炉输入功率,实现电炉温度控制。
上、下位机之间通过RS-485工业现场总线进行通讯,实现双向数据传输;正常情况下,下位机完全接受上位机的指令对电炉炉温进行控制;特殊情况下,下位机也可脱离上机,直接对炉温进行控制及显示,控制参数可通过仪表面板按键进行设定。
 二、系统基本性能
1、上位机基本性能
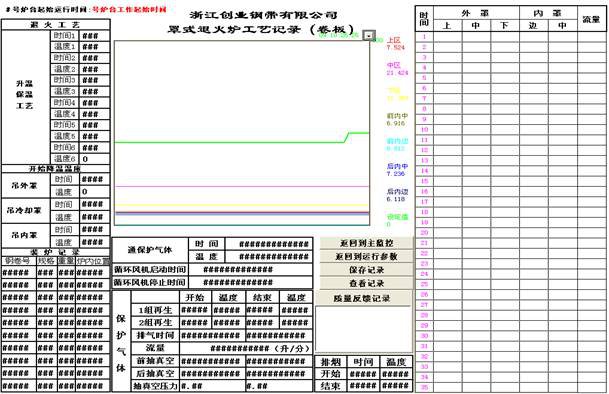
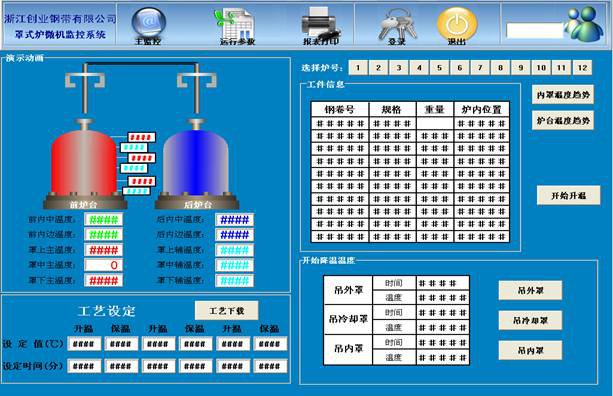
1.1主控界面
二、系统基本性能
1、上位机基本性能
1.1主控界面:
集中显示炉温、运行时间;并支持炉温、运行时间设定值在线修改。
电炉加热开启、暂停、工艺结束手动、自动控制功能。
工件出炉前(如10分钟)及工艺结束报警提示功能。
 1.2工艺编辑存储:
1.2工艺编辑存储:
用户可进行生产工艺编辑,并将常用工件工艺存储到存储器, 使用时可直接调用。
 1.3报警点记录:
1.3报警点记录:
记录报警时间、报警值、炉号并存储以备查询。
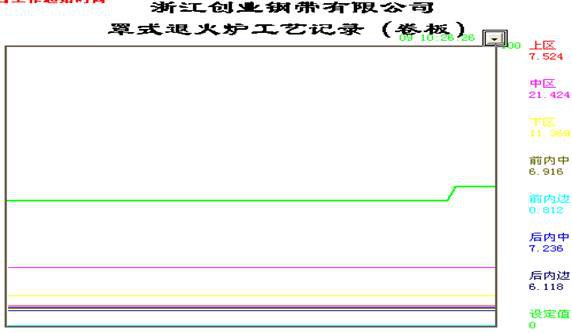
 1.4历史曲线:
1.4历史曲线:
显示历史曲线并支持历史记录的追忆查询,历史记录可存储3年或更长;纵、横坐标单位可调,使曲线图温度值分辨率满足<
>标准要求。
1.5生产管理:
根据用户要求编制生产报表,并具有手动打印和定时自动打印功能。每批产品的编号、工件名称、图号、装炉时间、出炉时间、保温时间、加热温度、数量、炉号、操作工姓名等自动存档。
1.6授权限制:
被授权人员(如工艺工程师)输入密码后,可对重要工艺数据或控制参数进行修改。一般操作工不能进行该操作。

2、下位机-电炉控制柜主要功能
2.1 “专家PID”调节方式,控制精度可达±0.5%以内;晶闸管功率调整器采用过零触发技术,根据炉温调整电炉有效输入功率。
2.2 工艺编辑并存储:通过仪表按键设置各程序段时间、温度目标值,升降温速率自动运算。并可将常用工件生产工艺编号存储,使用时直接调用。一般可存储9套(每套9步)工艺曲线。
2.3控温方式:按工艺曲线自动运行,匀速升温、匀速降温。
2.4自动/手动无扰动切换,自动控制不稳定时可手动调节电炉输入功率。
2.5超温报警联锁:当炉温超过报警值时,声光报警器报警并自动切断电炉供电,炉温正常后自动恢复。
2.6安全保护:内置专用快速熔断器作为过电流保护,大大提高系统的安全保护性能。
2.7柜内散热:内置低噪音高效轴流风机,设备运行时风机自动启动。
2.8电压、三相总电流指示
2.9 通讯接口:选配RS485通讯接口,与计算机组成电炉温度可编程计算机群控系统
三、系统基本配置
|
上位机-工控机基本配置 |
|
序号 |
名称 |
规格描述 |
数量 |
备注 |
|
1 |
工控机 |
PIV2.8/256M/80G/ |
1套 |
美国DELL |
|
2 |
显示器 |
17”纯平显示器 |
1台 |
美国DELL |
|
3 |
打印机 |
喷墨A4 |
1台 |
惠普/爱普生 |
|
4 |
通讯转换器 |
ADAM4520 |
1台 |
|
|
5 |
操作系统软件 |
Microsoft Windows XP |
1套 |
|
|
6 |
组态软件 |
PCAUTO |
1套 |
三维力控 |
|
7 |
热处理控制软件 |
|
1套 |
中控 |
|
8 |
通讯电缆 |
屏蔽电缆 |
|
|
|
9 |
电脑桌椅 |
专用 |
1套 |
|
|
10 |
其他 |
DC24V电源,通讯连接器等 |
1套 |
|
|
下位机即控制柜:6台;(每炉配一台控制柜) |
|
1 |
控制柜 |
GGD 2200×800×600 |
1台 |
|
|
2 |
智能程序调节仪 |
PID调节,精度0.3级,
配485通讯接口 |
3只 |
温度控制 |
|
3 |
大功率晶闸管 |
双向,1000A |
9只 |
功率控制 |
|
4 |
晶闸管触发器 |
|
3只 |
|
|
5 |
温度显示控制仪 |
,配485通讯接口 |
7只 |
温度显示 |
|
|
|
|
|
|
|
6 |
自动断路器 |
DW15-1600A |
1只 |
|
|
7 |
自动断路器 |
DZ20-400A |
1只 |
|
|
8 |
交流接触器 |
CJ20-160A |
4只 |
|
|
9 |
交流接触器 |
CJ20-40A |
2 |
|
|
10 |
电压表 |
42L6-V, |
1只 |
电压指示 |
|
11 |
电流表 |
42L6-A,1500A |
3只 |
电流指示 |
|
12 |
电流互感器 |
LMZJ1-0.5,1500/5 |
3只 |
电流测量 |
|
13 |
声光报警器 |
WP-X-A-0AA |
1套 |
|
|
14 |
轴流风机 |
|
3只 |
|
|
15 |
快速熔断器 |
RS3-600A |
9只 |
|
|
|
附 件 |
指示灯、按钮、小开关、铜母线、继电器、绝缘板等 |
|
|
四、项目实施
1、浙江创业钢带公司(甲方)负责
1.1 从配电室至每台电炉控制柜动力电缆敷设。
1.2 电炉控制柜安装基础制作。
1.3 提供环境良好的微机(控制)室。
1.4 配备具有一定专业知识的专业技术人员两名
1.5 配合电炉控制柜及系统安装调试工作。
2、济宁中控自动化设备公司(乙方)负责:
2.1 电炉控制柜的设计制作生产,保证按合同期交货。
2.2 电炉控制柜的安装、调试,直至系统运行稳定,满足工艺要求。
2.3 计算机系统成套及控制软件编制及调试。
2.4 提供详细设计图纸。
2.5 对甲方专业维护人员、操作人员的进行技术培训。
3、项目进度:自合同签定生效之日起,乙方在25个工作日内完成整套系统的设计、生产。在现场具备条件情况下5个工作日内完成安装、调试工作。
4、项目验收:
初验:系统制作完成后,甲方派技术人员对系统基本功能进行初验,地点:乙方所在地
竣工验收:系统投运并正常运行壹周后,双方对系统性能进行全面验收。
五、质量保证与售后服务
1、质量保证:
质保期为自系统投入运行并验收合格之日起壹年。质保期内质量问题全免费服务;质保期后终身负责维修。
2、技术服务
合同签订后,本公司工程技术人员将与甲方有关工程技术人员进行详细的技术交底,并对甲方负责的分项工程提出参考性意见,以保证系统设计的完美、准确。
项目设计、产品装配过程中,由专人负责与甲方保持联系,对甲方提出的变更或修改意见酌情处理,最大限度的满足甲方的需求,
系统调试过程中有专人负责现场调试并跟踪试生产2~3批。
售后服务:系统交付使用后,出现问题,本公司技术服务人员保证在24小时内到达甲方生产现场。无论何种原因造成的故障,都要尽最大努力先解决问题,保证生产正常。
3、备件供应:
系统中关键元器件,在本公司均各有一定数量的库存,以保证维修工作及时进行。
六、技术培训与技术资料
在系统调试工作完成后,本公司派有关工程技术人员对甲方操作员、电仪维修人员及工艺工程师针对该控制系统进行技术培训,
1、培训内容
操作员工:计算机基本功能操作、控制柜基本功能操作、仪表基本功能操作。
工艺工程师:工艺编辑方法;工艺参数设置修改;数据曲线查询及生产报表编制打印。
电仪维修人员:控制系统基本原理、控制柜接线、仪表安装调试方法。
2、技术资料
计算机系统操作说明书 两份
电炉控制柜设计图纸 两份
仪表使用说明书

 鲁公网安备 37081102000389号
鲁公网安备 37081102000389号